



Contributing to the Digital Shift in the Manufacturing Industry
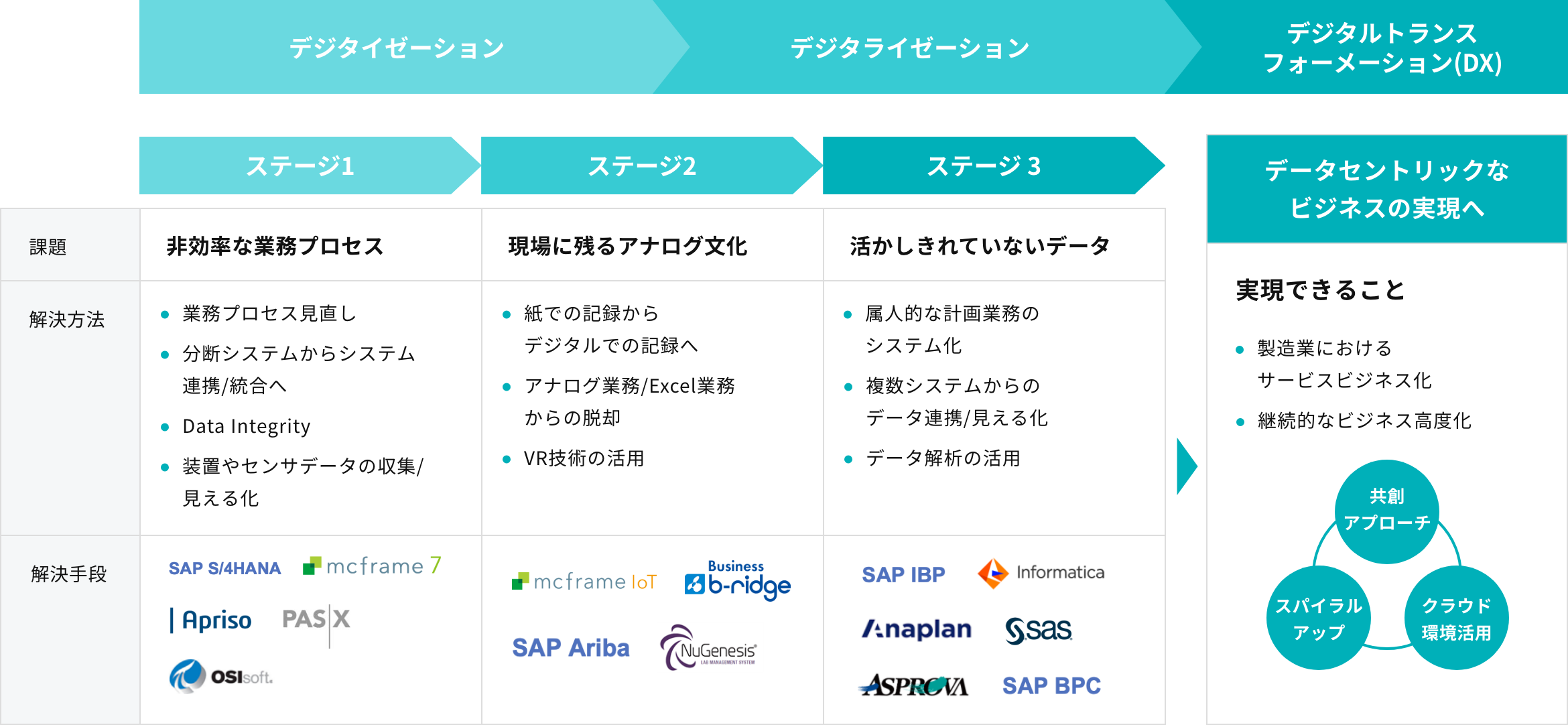
Our digitalization goals differ from customer to customer, and also from within each customer's operations.
Rather than aiming for the summit of digitization in a single bound, we aim to solve customer issues that are apparent now according to their stage of digitization and support the preparation for future business.
Contributing to Health and Safety of People
We are committed to protecting people's well-being and safety by responding to pharmaceutical manufacturing, which has strict standards and is evolving daily, and by using VR technology to promote safety training.
-

System implementation to strict standards for pharmaceuticals and medical devices
- GxP, CSV
- ERP, MES, ELN
- Data Integrity
- Systematization of laboratory animal management, ethical volunteer management, etc.
-

Responding to evolving pharmaceutical manufacturing
- Biopharmaceutical manufacturing
- Cell medicine
- Continuous production
- Logistics of new modalities
-

Utilizing VR technology for safety education
- Manufacturing Shop-floor
- Logistics Site
- Medical/Nursing
- Higher Education
Contributing to a Sustainable Supply Chain
We aim to realize a sustainable supply chain by measuring CO 2 emissions and managing risks and adjusting supply and demand.
-

Carbon neutrality in the supply chain
- Visualization of Equipment Status (Manufacturing IoT)
- Product Carbon Footprint Management
- Logistics Carbon Footprint Management
- CO2 data collection from business partners
-

Respond to changes in the supply chain
- Respond to changes in the supply chain
- Collaboration with manufacturing contractors
- Supplier risk management
- Global data collection and utilization

We at B-EN-G provide
The complete solution
We would like to introduce it to you.